
고객지원
자료실
[기술자료] 7. 표면거칠기의 파라메타 활용 예제
1. Overview : 왜 Ra 하나로는 부족한가?
2. 가장 많이 쓰이는 파라메타: Ra와 Rz
현장에서 가장 많이 사용되는 값은:
- Ra (중심 평균 거칠기)
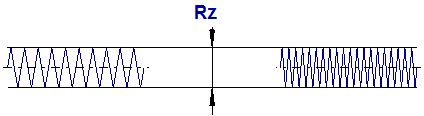
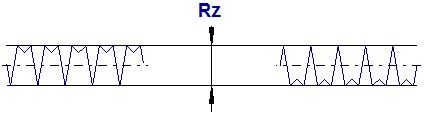
- Rz (최대 높이)
하지만 이 두 값만으로 표면의 실제 형상을 정확히 판단하지 못한다.
예제 1)
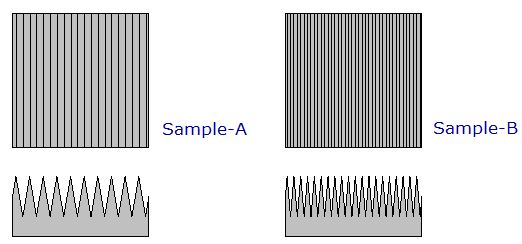
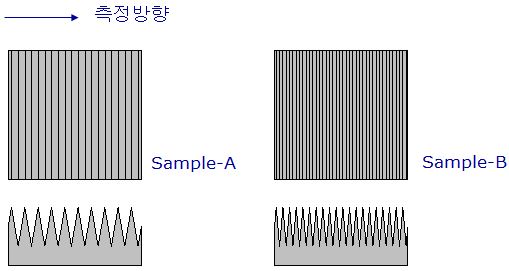
동일한 Ra, Rz → 전혀 다른 표면 (Sample A vs Sample B)
Sample | Ra | Rz |
A | 동일 (1.5um) | 동일 (6um) |
B | 동일 (1.5um) | 동일 (6um) |
겉보기 수치는 동일하다.
실제 차이
- Sample A: 요철 간격이 넓음 (저주파 구조)
- Sample B: 요철 간격이 좁음 (고주파 구조)
즉, 높이는 같지만 구조가 다르다.
à 해결 방법 → RSm 활용

Sample | RSm |
A | 2 mm |
B | 1 mm |
RSm을 통해 요철 간격 차이를 정량적으로 확인 가능
의미
- 마찰 특성 달라짐
- 윤활 유지 특성 달라짐
- 가공 공정 차이 분석 가능
예제 2)
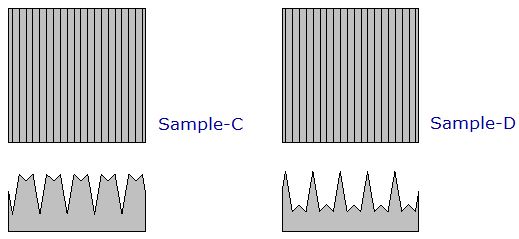
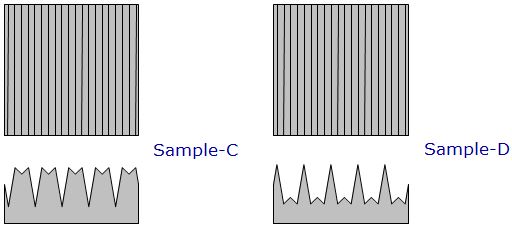
동일한 Ra, Rz, RSm → 여전히 다른 표면 (Sample C vs D)
이번에는 높이와 간격까지 동일한 조건이다.
Sample | Ra | Rz | RSm |
C | 2.0 µm | 6.0 µm | 4 mm |
D | 2.0 µm | 6.0 µm | 4 mm |
실제 형상 차이
- Sample C: 평탄부(plateau) 넓음
- Sample D: 뾰족한 피크 위주
이 차이는 Ra, Rz, RSm으로 구분 불가

해결 방법 → Rmr 활용
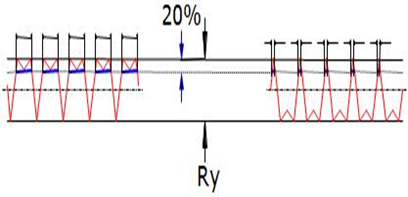
Sample | Rmr(c20%) |
C | 60% |
D | 10% |
Rmr(20%)에서 극단적 차이 발생
Rmr이 보여주는 것
- C: 접촉 면적 넓음 → 하중 분산 우수 → 내마모성 좋음
- D: 접촉점 적음 → 압력 집중 → 마모 빠름
Summary
1단계
Ra, Rz로 높이 수준 확인
2단계
RSm으로 구조 주기 확인
3단계
Rmr로 기능적 특성 확인
왜 이런 오류가 발생하는가?
Ra는 단순 평균값이다.
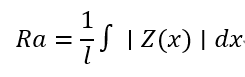
→ 형상 분포, 접촉 면적, 기울기 정보 포함하지 않음
목적 | 사용 파라메타 |
단순 품질관리 | Ra |
가공 공정 비교 | Ra + RSm |
마찰 분석 | Ra + RΔq |
내마모성 평가 | Ra + Rmr |
윤활 특성 | Rz + Rmr |
문의 사항이 있으시면 아래 메일로 문의 해주세요
감사합니다.