
고객지원
자료실
[기술자료] 5-1. 표면거칠기의 필터링
표면 거칠기 필터링
1. Overview
표면 거칠기에서 ‘필터링’이 필요한 이유
표면을 측정하면 장비가 얻는 것은 보통 원시 프로파일(Traced profile) 입니다. 그런데 이 원시 프로파일에는 다음이 전부 섞여 있습니다.
- 형상(Form): 전체적으로 휘어진 정도(아주 긴 파장)
- 파상도(Waviness): 완만하게 출렁이는 성분(중간 파장)
- 거칠기(Roughness): 미세 요철(짧은 파장)
- (경우에 따라) 초단파/노이즈/미세 구조(Micro-roughness, noise)
따라서 “거칠기(Ra 등)”를 계산하려면
**거칠기 성분만 남기고 나머지를 ‘제거/분리’**해야 합니다.
👉 필터링은 ‘표면 특징을 파장(=공간 주파수) 대역별로 분리’하는 과정
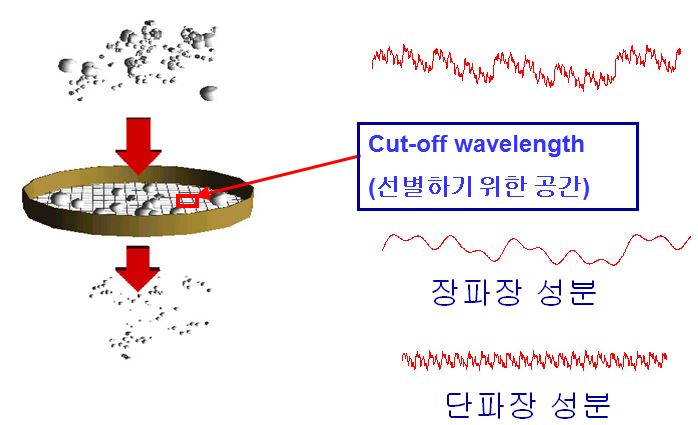
Figure 1. Cut-off wavelength로 장/단파장 분리
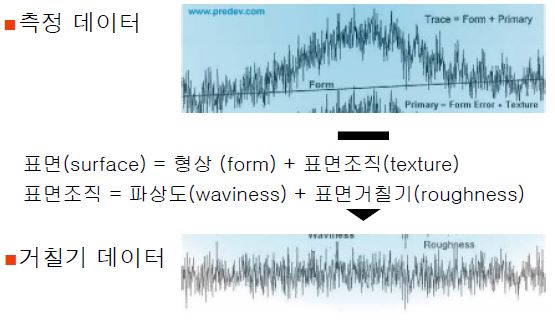
Figure 2. surface = form + texture, texture = waviness + roughness 개념
2. 필터링의 목적
필터링의 목적은 다음 4가지로 정리됩니다.
1) 얻어진 데이터를 어떻게 활용할지 결정
- “이 데이터로 우리는 거칠기를 말할 건가?” “파상도를 말할 건가?”를 먼저 정해야 합니다.
2) Roughness / Waviness / Form error를 분리하는 기본 도구
- 같은 측정 데이터에서 목적에 맞게 성분을 나눠 해석합니다.
3) 특정 파장(주파수) 대역만 ‘격리’
- 어떤 대역을 ‘거칠기’로 볼지(혹은 ‘파상도’로 볼지)를 규정합니다.
4) 장파장과 단파장 성분을 프로파일로 분리
- 결과적으로 거칠기 프로파일, 파상도 프로파일, 주형상(Primary) 등을 만들고 그 위에서 파라미터를 계산합니다.
3. “컷오프(Cut-off)”를 제일 쉽게 이해하는 법
**컷오프(λ)**는 “경계선”입니다.
- λc보다 짧은 파장(더 촘촘한 요철) → 거칠기 쪽으로
- λc보다 긴 파장(더 완만한 굴곡) → 파상도/형상 쪽으로
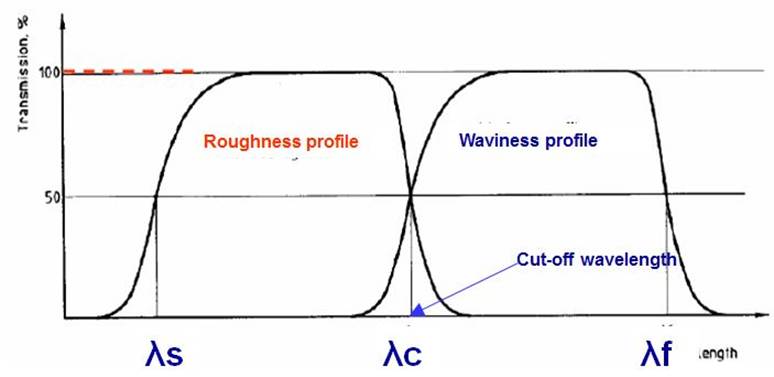
Figure 3. λs, λc, λf 위치와 roughness/waviness profile 분리
4. 필터 종류: 위상보정(Phase-corrected) vs 2RC
이 부분이 “왜 표준에서 어떤 필터를 권장하는지”로 연결되는 핵심이에요.
4.1 2RC 필터(아날로그 계열, 옛 방식에 가까움)
- 회로(RC)를 2단으로 구성한 형태의 필터 개념
- 장점: 구현이 단순(과거 장비에서 많이 사용)
- 단점(중요): **위상 지연(phase shift)**이 생겨서 프로파일의 피크/밸리 위치가 약간 “밀려” 보일 수 있습니다.
→ 특히 형상 해석이나 파형 비교에서 오해가 생길 수 있음
4.2 위상보정 필터(Phase-corrected, 디지털에서 많이 사용)
- 필터를 “앞뒤로” 적용하거나(개념적으로) 위상 왜곡을 보정해서 파형 위치가 밀리지 않도록 만든 방식
- 장점: 프로파일의 형태가 더 “원래 위치 그대로” 유지되어 해석이 안정적
- 결과적으로: 같은 λc를 쓰더라도 장비/알고리즘에 따라 값이 약간 달라질 수 있는 이유가 여기서 생깁니다.
서로 다른 장비 비교할 때는 “λ 값”만 맞추지 말고
👉 **필터 타입(phase-corrected인지, 2RC인지)**까지 맞춰야 분쟁이 줄어듭니다.
5. λs / λc / λf 프로파일 필터 (역할을 ‘경계선’으로 이해)
5.1 λs (Short wavelength cut-off) : “너무 짧은 것(노이즈/초단파) 정리”
- 의미: **짧은 파장 요소(초단파 성분)**와 “유효한 표면조직”의 경계를 잡는 필터
- 역할(쉽게):
“너무 촘촘한 잡음/초단파 성분은 거칠기 평가에서 제외하자” - 적용 결과:
Total profile → Primary profile(주형상) 로 가는 첫 단계에서 사용되는 경우가 많습니다.
📌 λs를 왜 쓰나?
- 광학 측정이나 고해상도 데이터에서는 초단파 성분에 센서 노이즈, 샘플링 잡음이 섞이기 쉽습니다.
이걸 그대로 Ra 계산에 넣으면 “거칠기가 뻥튀기” 됩니다.
5.2 λc (Cut-off) : “파상도(Waviness)와 거칠기(Roughness)의 경계”
- 의미: Waviness와 Roughness를 가르는 가장 대표적인 컷오프
- 역할(쉽게):
“완만한 출렁임은 파상도, 촘촘한 요철은 거칠기” - 적용 결과:
- Primary profile → Roughness profile을 만들 때 핵심
- 그리고 여기서 **R-parameters(Ra, Rq, Rz, Rsk, RSm 등)**를 계산합니다.
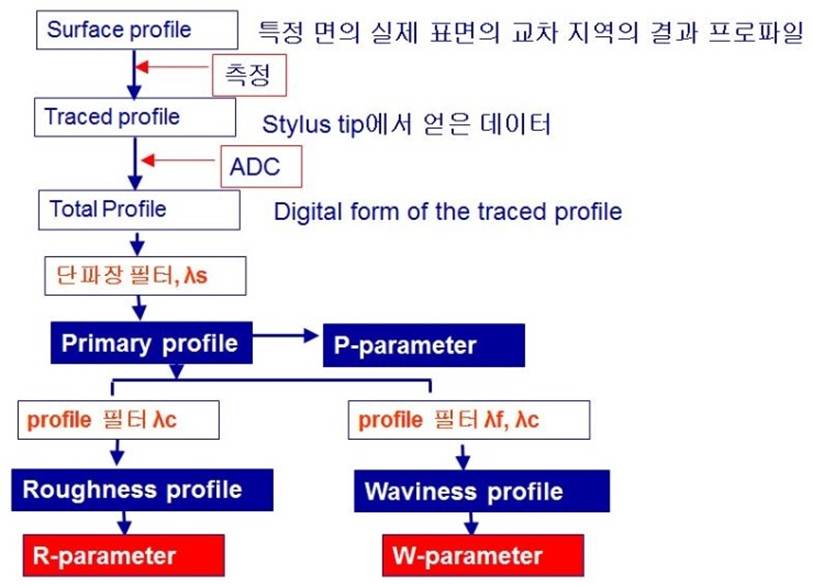
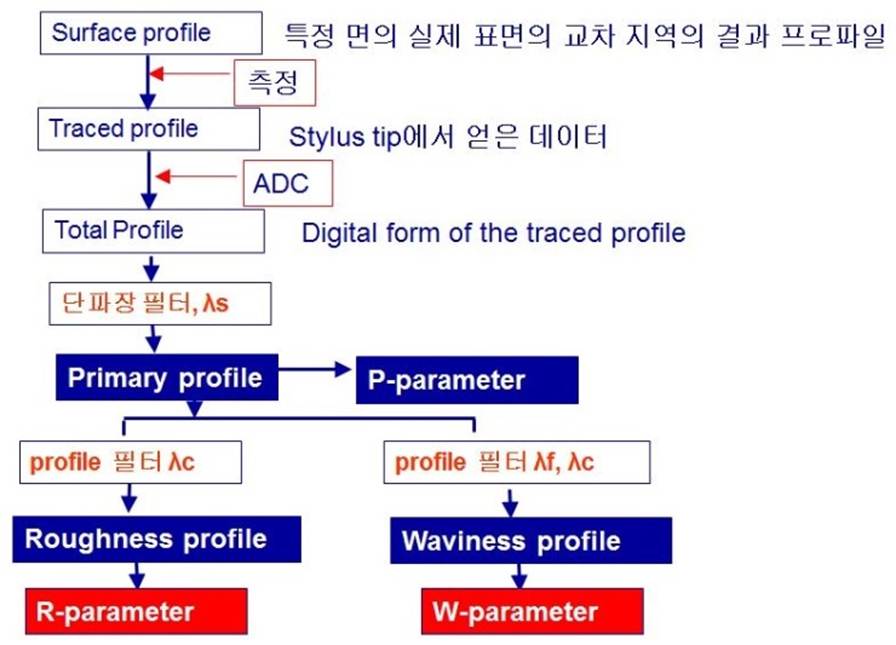
Figure 4. Traced → Total → λs → Primary(P) → (λc) Roughness(R) / (λf+λc) Waviness(W)
5.3 λf (Long wavelength cut-off) : “형상/장파장 성분과 파상도의 경계”
- 의미: **아주 긴 파장(형상, 장파장 요철)**과 Waviness 사이의 경계
- 역할(쉽게):
“파상도로 볼 범위를 정할 때, 너무 긴 것은(형상 쪽)은 제외하자” - 적용 결과:
- Waviness profile 생성에 관여
- W-parameters 계산에 영향을 줌
6. 컷오프 값을 바꾸면 파라미터가 왜 바뀌나?
컷오프를 바꾸면 ‘거칠기라고 인정하는 파장 대역’ 자체가 바뀝니다.
→ 즉, **Ra가 “표면 자체의 고유값”이 아니라 “조건 포함값”**이 됩니다.
6.1 λc를 크게 하면 (거칠기 대역이 넓어짐)
- 더 “완만한 요철(원래 waviness 쪽)”도 거칠기에 포함될 수 있음
- 결과 경향:
- Ra, Rq 증가하는 경우가 많음 (거칠기로 포함되는 성분이 늘어나서)
- Rz도 커질 가능성 (큰 굴곡이 일부 들어오면 peak-valley가 커짐)
- **RSm(평균 간격)**은 커지거나 불안정해질 수 있음 (더 긴 파장이 섞이면 ‘간격’이 커짐)
6.2 λc를 작게 하면 (거칠기 대역이 좁아짐)
- 거칠기에는 “더 촘촘한 성분”만 남음
- 결과 경향:
- Ra, Rq 감소하는 경우가 많음
- 표면의 ‘미세 가공 흔적’만 강조
- 대신 너무 작게 잡으면 “실제 공정 거칠기”보다 노이즈 비중이 커지는 위험도 있음(특히 광학)
6.3 λs를 조정하면 (초단파/노이즈 처리)
- λs를 너무 작게 두면 → 초단파 노이즈가 남아 Ra가 올라갈 수 있음
- λs를 적절히 적용하면 → “진짜 표면”만 남아 Ra가 안정됨
특히 광학 측정에서 차이가 큽니다.
6.4 λf를 조정하면 (파상도 해석이 달라짐)
- Waviness 쪽 파라미터(Wa, Wt 등)가 달라지고,
- 어떤 경우엔 waviness가 roughness로 “번지는” 해석 문제를 줄이기도 합니다.
7. 표면 평가 Flowchart
1) Traced profile(측정 원시 데이터) 획득
2) Reference/형상 성분 처리 → Total(또는 분석용 프로파일) 준비
3) λs 적용 → Primary profile 생성 → P-parameter 계산
4) λc 적용 → Roughness profile 생성 → R-parameter 계산
5) λf + λc 적용 → Waviness profile 생성 → W-parameter 계산
8. 실제 측정 길이: 이송길이 / 평가길이 / 기준길이
- 이송길이(Traverse length): 실제로 바늘/광학이 움직인 전체 길이
- 평가길이(Evaluation length): 파라미터 계산에 실제로 쓰는 구간
- 기준길이(Sampling length 또는 Cut-off 관련 구간): 평가길이를 구성하는 단위 구간(여러 구간을 합쳐 평가길이가 됨)
실무에서는 보통:
- 양 끝단은 “가속/감속, 안정화, 가장자리 영향” 때문에 버리는 구간이 생깁니다.
- 그래서 이송길이 > 평가길이 가 되는 게 일반적입니다.
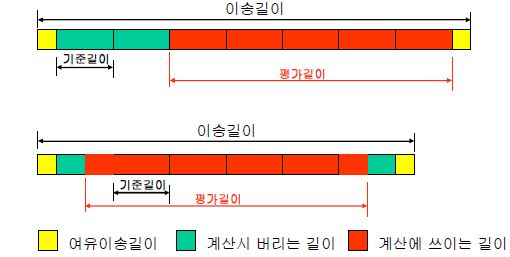
Figure 5. 길이 구성 요소
Summary
- 필터링은 표면 특징을 파장 대역별로 분리하는 과정이다.
- R-parameter(Ra 등)는 필터(λs, λc, λf)와 평가 조건을 포함한 결과값이다.
- λc를 바꾸면 거칠기로 포함되는 파장 대역이 바뀌어 파라미터가 달라진다.
- 광학 측정에서는 λs가 노이즈를 정리해 신뢰성을 좌우한다.
- 장비 비교 시 λ 값뿐 아니라 필터 타입(위상보정/2RC)과 평가길이를 함께 고정해야 한다.
문의 사항이 있으시면 아래 메일로 문의 해주세요
감사합니다.