
고객지원
자료실
[기술자료] 표면거칠기의 필터링_5_2_예제_1
표면거칠기 필터링 예제_1
예제 1) 큰 면적 연마판: 완만한 출렁임이 있는 표면
- 표면이 전체적으로 “살짝 휘고(형상) + 잔잔히 출렁(파상도) + 미세요철(거칠기)”
- λc를 크게 잡으면: 파상도 일부가 roughness로 들어와 Ra가 커 보임
- λc를 작게 잡으면: 미세요철만 남아 Ra는 작아지지만, 실제 사용 성능(예: 접촉)과 괴리가 생길 수 있음
👉 결론: 이 경우 λc 선택은 **품질관리 목적(접촉/마찰 vs 외관/반사)**에 맞춰야 합니다.
예제 2) 광학 비접촉 3D 측정: 데이터가 아주 촘촘하고 노이즈가 섞임
- 원시 데이터에 센서 노이즈/샘플링 잡음이 섞일 수 있음
- λs를 적용하지 않으면: “미세 거칠기”처럼 보이는 잡음 때문에 Ra가 높아짐
- λs를 적절히 적용하면: 노이즈가 정리되어 Ra가 안정
👉 결론: 광학은 특히 λs가 ‘신뢰성 스위치’ 역할을 함.
예제 3) 같은 시편인데 장비 A(2RC), 장비 B(위상보정)
- λc를 같게 넣어도 값이 미세하게 다름
- 이유: 필터의 위상/응답 특성 차이로 프로파일이 조금 다르게 남기 때문
👉 결론: 장비 비교/납품 스펙 관리는 “λ 값 + 필터 타입 + 평가 길이”를 세트로 고정해야 안전합니다.
예제 4)
먼저 가상의 동일한 표면을 하나 정합니다.
- 가공 방식: 연삭(Grinding)
- 측정 방식: 접촉식 Stylus
- Stylus tip: R = 2 µm
- 이송 길이: 8.0 mm
- 평가 길이: 4.0 mm
- 샘플링 간격: 충분히 작음 (노이즈 무시)
👉 표면은 동일하고
👉 필터 값만 바꿉니다
1) 원시 데이터 (Traced profile)
측정기로 얻은 가공면 원시 프로파일에는 아래가 모두 섞여 있습니다.
- 완만한 휨 (Form)
- 중간 주기의 출렁임 (Waviness)
- 미세 요철 (Roughness)
2) λs 적용 → Primary profile
λs = 2.5 µm 적용 (초단파 제거)
- 너무 짧은 파장(센서 노이즈, 초미세 요동) 제거
- “의미 있는 표면 조직”만 남김
📌 이 단계에서는 파라미터를 주로 계산하지 않음 (P-parameter는 참고용)
3) 핵심 예제 : λc 값만 바꿔보기
🔹 Case A : λc = 0.8 mm (작은 컷오프)
👉 거칠기로 인정하는 파장 범위가 좁음
- 거칠기 = 아주 미세한 요철만 포함
- 파상도 성분 대부분 제거됨
결과 (예시 숫자)
파라미터 | 값 |
Ra | 0.42 µm |
Rq | 0.53 µm |
Rz | 2.8 µm |
RSm | 0.18 mm |
📌 해석
- 값이 작고 깔끔
- “미세 가공 품질”만 반영
- 광학/반사 특성 평가에 유리
🔹 Case B : λc = 2.5 mm (표준 컷오프)
👉 일반적인 산업 표준 조건
결과 (예시 숫자)
파라미터 | 값 |
Ra | 0.78 µm |
Rq | 0.96 µm |
Rz | 5.6 µm |
RSm | 0.42 mm |
📌 해석
- 미세 요철 + 일부 파상도 포함
- 가장 많이 쓰이는 조건
- 공정 관리용으로 적합
🔹 Case C : λc = 8.0 mm (큰 컷오프)
👉 완만한 출렁임까지 거칠기로 포함
결과 (예시 숫자)
파라미터 | 값 |
Ra | 1.35 µm |
Rq | 1.62 µm |
Rz | 9.8 µm |
RSm | 1.20 mm |
📌 해석
- Ra가 “갑자기 커짐”
- 실제 미세 거칠기가 나빠진 게 아니라 👉 파상도가 거칠기로 섞인 것
- 고객 분쟁이 가장 많이 생기는 케이스
표면은 똑같은데, λc만 바꿨을 뿐인데 Ra가 0.42 → 0.78 → 1.35 µm로 변했습니다.
✔ Ra는 “절대값”이 아닙니다
✔ Ra = 표면 + 필터 조건의 결과값
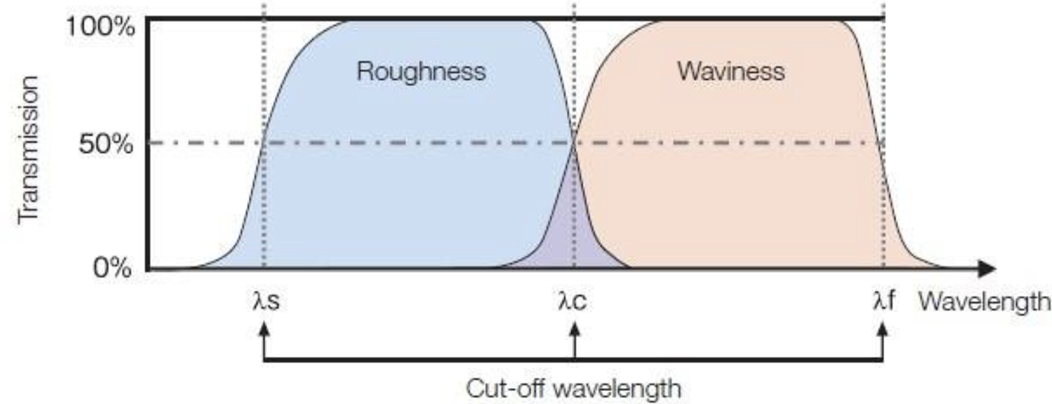
그림 해석
- λc가 작을수록 → 짧은 파장만 남음 → Ra ↓
- λc가 클수록 → 긴 파장까지 포함 → Ra ↑
4) λs를 잘못 쓰면 생기는 문제 (광학 측정 예)
같은 표면, 같은 λc = 2.5 mm
조건 | Ra |
λs 미적용 | 1.05 µm |
λs = 2.5 µm 적용 | 0.78 µm |
📌 이유
- 초단파 노이즈가 “미세 거칠기”처럼 계산에 포함됨
👉 광학 측정에서 Ra가 이상하게 큰 경우의 80% 원인
5) λf는 언제 중요해지나?
- R-parameter만 보면 체감이 적음
- 하지만 **Waviness(W-parameter)**에서는 결정적
예:
- λf를 너무 크게 두면
→ 형상(Form) 일부가 Waviness로 섞임 - λf를 적절히 두면
→ “진짜 공정 기인 파상도”만 평가 가능
Summary
필터 | 역할 | 값 바꾸면 생기는 변화 |
λs | 노이즈/초단파 제거 | Ra 안정성 ↑ |
λc | Roughness–Waviness 경계 | Ra, Rq, Rz 크게 변함 |
λf | Form–Waviness 경계 | W-parameter 해석 변화 |
데이터가 상이 할 때 체크 포인트
1. Ra가 달라졌다면, 먼저 표면이 아니라 필터 조건을 의심하라
2. λc는 “거칠기의 정의” 그 자체다
3. 비교·규격·납품에서는 λ값 + 필터 종류 + 평가길이를 반드시 고정해야 한다
문의 사항이 있으시면 아래 메일로 문의 해주세요
감사합니다.
- 다음글
- 다음글이 없습니다.